- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Maison > Produits > Tuyau en acier soudé > Tuyau en acier soudé à couture droite > Tuyau soudé longitudinal





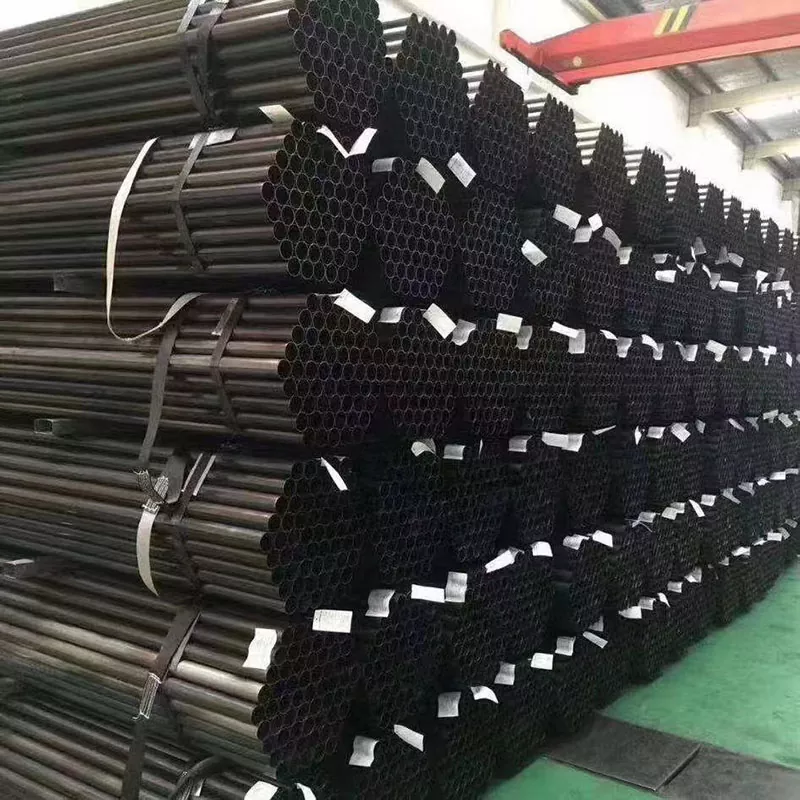
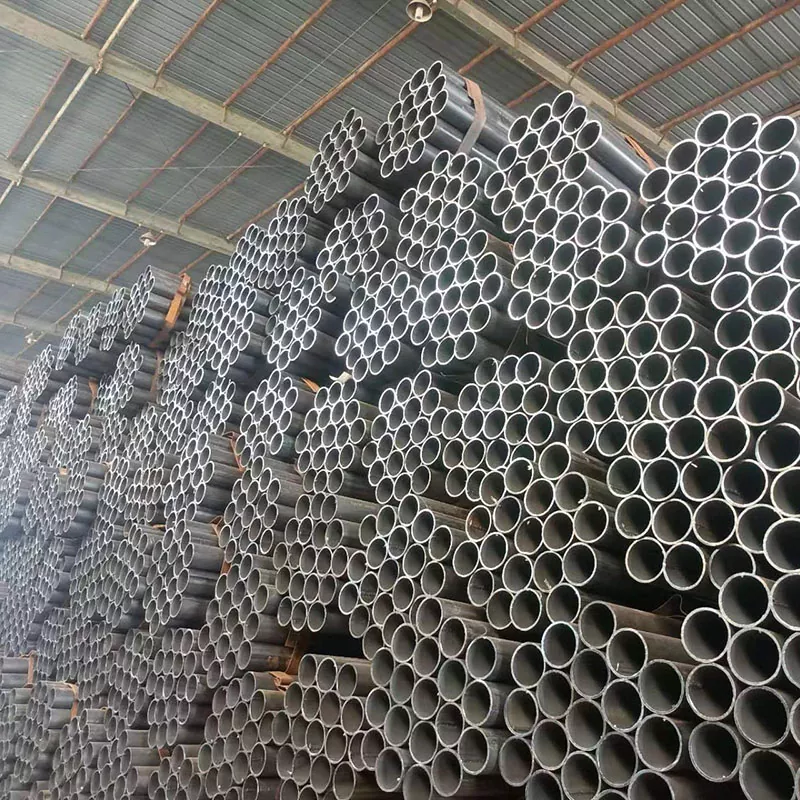
Tuyau soudé longitudinal
Le tuyau soudé longitudinal produit par le fabricant Xinlida est une plaque d'acier ou une bande d'acier laminée, soudée en ligne droite par une technologie de soudage (telle que le soudage à haute fréquence ou le soudage à l'arc submergé) pour former une structure tubulaire. Comparé au tuyau en acier sans soudure, le processus de production du tuyau en acier à joint droit est simple et le coût est faible, mais la résistance de la soudure peut être légèrement inférieure à celle du tuyau en acier sans soudure.
envoyer une demande
Description du produit
Le processus de fabrication des tuyaux soudés longitudinaux suit le processus de base de « prétraitement-formage-soudage-finition des matières premières », et chaque étape tourne autour de la précision et du contrôle de la résistance. Le procédé comprend les étapes suivantes : premièrement, préparer les matières premières, sélectionner une bande d'acier laminée à chaud ou une plaque de bobine comme matériau de base, couper la bande d'acier dans une largeur conforme aux exigences de diamètre du tuyau à travers une machine à refendre, puis effectuer un traitement de nivellement et de dérouillage pour éliminer les calamines et les impuretés d'oxyde de surface. afin d'éviter d'affecter la qualité du soudage ; puis entrer dans une étape de formage, dans laquelle la bande d'acier est progressivement pliée en une ébauche de tube rond ouverte (ou une ébauche de tube carrée ou rectangulaire) à travers une machine de formage à rouleaux continus, de manière à garantir que les bords de l'ébauche de tube sont alignés et que la courbure est uniforme, et à établir une base pour un soudage ultérieur.

Après le formage, l'ébauche de tube entre immédiatement dans le lien de soudage et le courant dominant adopte le soudage par induction à haute fréquence ou le soudage à l'arc : le soudage à haute fréquence utilise l'induction électromagnétique pour chauffer rapidement le bord de l'ébauche de tube jusqu'à un état fondu, puis le soudage est terminé en appuyant sur le rouleau d'extrusion et la résistance de la soudure est proche du métal de base ; le soudage à l'arc convient aux tubes à paroi épaisse, et la connexion est réalisée en remplissant le bain fondu avec une électrode ou un fil de soudage. Après le soudage, une inspection des soudures (telle qu'une inspection par ultrasons et aux rayons X) doit être effectuée pour éliminer les défauts tels que les pores et les fissures, calibrer le diamètre du tuyau par une machine de dimensionnement, corriger la rectitude par une machine à redresser, et enfin couper en longueur fixe, et effectuer un traitement de surface d'extrémité et un traitement anticorrosion (tel que la galvanisation et la peinture) pour enfin former des produits de tuyaux soudés droits qualifiés.


Balises actives: Tuyau soudé longitudinal en Chine
Catégorie associée
envoyer une demande
N'hésitez pas à faire votre demande dans le formulaire ci-dessous. Nous vous répondrons dans les 24 heures.





